24小时服务热线
18613612586
24小时服务热线
18613612586

电 话:18613612586
邮 箱:1457435244@qq.com
网 址:www.dzywsk.com
地 址:德州市陵城区经济开发区北环路中段
影响高速数控钻床动态精度的首要原因还有机床刚性、抗振性等特殊要素。刚性指的是机床在外力的效果下抵抗变形能力的强弱,机床的刚性越强,动态的精度越高。机床本身刚性的大小取决于机床设备本身资料的特性等要素。构件之间的刚度与加工资料的硬度还有被加工的资料的横截面等一些要素有关系。并且,机床设备上呈现的振荡通常分为受迫振荡和自激振荡两种。自激振荡是在不受任何外力要素的影响下,机床设备在正常运转加工进程种发生的一种振荡。机床的抗振性的强弱和机床的刚度、资料的质量有关。因为内部各部件的热膨胀程度不同造成的机床各部位的不同的相对的位移。
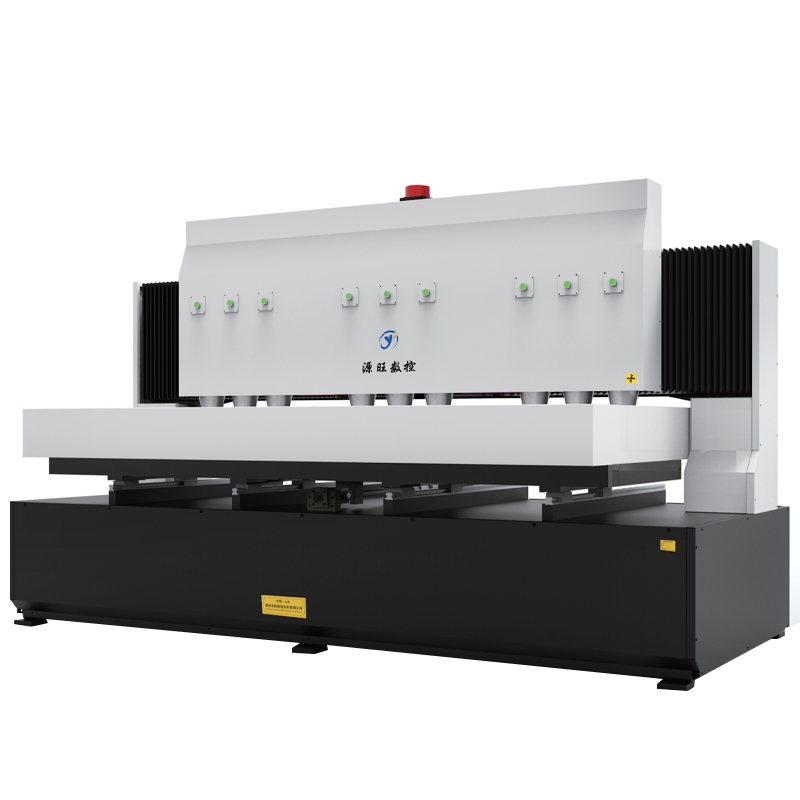
高速数控钻床的品种规格很多,分类方法也各不相同。一般可根据功能和结构,按运动的控制轨迹分类:
⑴点位控制只要求控制机床的移动部件从一点移动到另一点的准确定位,对于点与点之间的运动轨迹的要求并不严格,在移动过程中不进行加工,各坐标轴之间的运动是不相关的。为了实现快的定位,两点间位移的移动一般先快速移动,然后慢速趋近定位点,以保证定位精度,为点位控制的运动轨迹。
具有点位控制功能的主要有数控钻床、数控铣床、数控冲床等。随着数控技术的发展和数控系统价格的降低,单纯用于点位控制的数控系统已不多见。
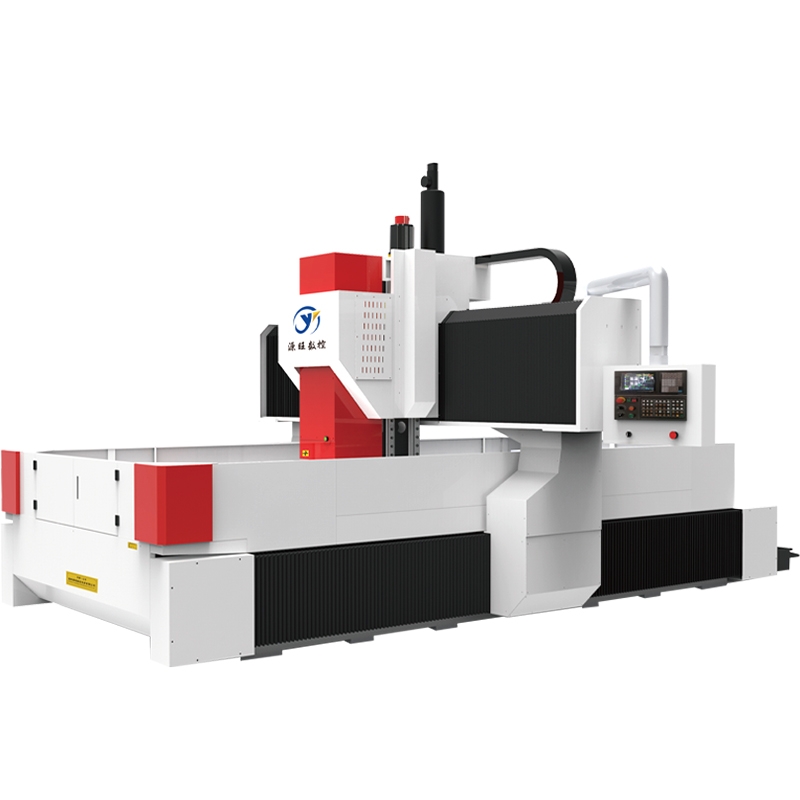
⑵直线控制也称为平行控制数控钻床,其特点是除了控制点与点之间的准确定位外,还要控制两相关点之间的移动速度和路线(轨迹),但其运动路线只是与坐标轴平行移动,也就是说同时控制的坐标轴只有一个,在移位的过程中刀具能以指定的进给速度进行切削,一般只能加工矩形、台阶形零件。

其有直线控制功能的主要有比较简单的数控车床、数控铣床、数控磨床等。这种数控系统也称为直线控制数控系统。同样,单纯用于直线控制的也不多见。
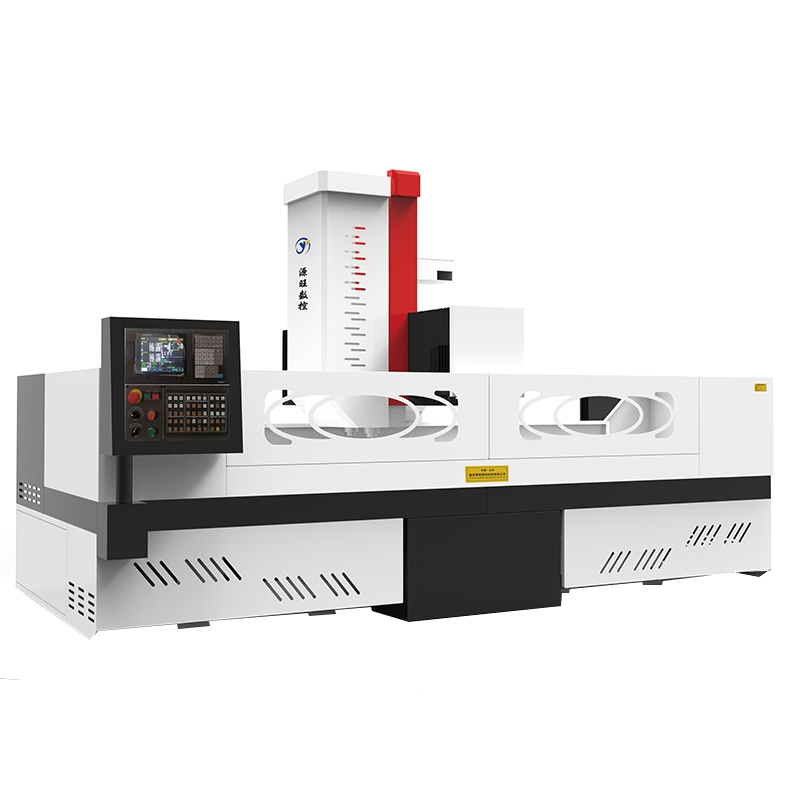
⑶轮廓控制也称连续控制数控钻床,其控制特点是能够对两个或两个以上的运动坐标的位移和速度同时进行控制。
为了满足刀具沿工件轮廓的相对运动轨迹符合工件加工轮廓的要求,须将各坐标运动的位移控制和速度控制按照规定的比例关系协调起来。

联系人: 李经理 联系电话:18613612586 (同微信)
 | 地址:德州市陵城区经济开发区北环路中段 | ||
 | 18613612586 |  | 1457435244@qq.com |
18613612586
服务热线